關鍵詞 |
南平回收壓片機,哪里回收壓片機,長期回收壓片機,大量回收壓片機 |
面向地區 |
壓片機所壓的片形,初多為扁圓形,以后發展為上下兩面的淺圓弧形和深圓弧形,這是為了包衣的需要。隨著異形壓片機的發展,橢圓形、三角形、長圓形、方形、菱形、圓環形等片劑隨之產生。另外,隨著制劑的不斷發展,因復方制劑、定時釋放制劑的要求,而制成雙層、三層、包芯等特殊的片劑,這些都需在特殊壓片機上完成。
隨著市場需求的發展,壓片機的適用范圍也越來越廣,不再單純的局限于壓制中、西藥片劑,更可以廣泛的壓制保健食品、獸藥片劑,化工片劑:諸如樟腦丸衛生球、洗滌塊、藍精靈塊、美術粉餅、農藥片劑等,食品片劑:雞精塊、板藍根塊、神曲茶塊、壓縮餅干等。
針對單向壓片機存在的這種缺點,一種旋轉式多沖雙向壓片機開始誕生。這種壓片機上下沖同時均勻地加壓,使藥物顆粒中的空氣有充裕的時間逸出模孔,提高了片劑密度的均勻性,減少了裂片現象。除此以外,旋轉式壓片機還具有機器振動小、噪聲低、耗能少、和壓片重量準確等優點。
上世紀70年代開始上海制藥機械廠(上海天祥的前身)和山東醫療器械廠作為壓片機生產廠家大批生產ZP系列壓片機。"七五"期間,航空航天部206所HZP26高速壓片機研制成功。1980年,上海制藥機械廠設計制造了ZP-21W型壓片機,達到國際上世紀80年代初的水平,屬國內產品。1987年,引進聯邦德國Fette公司微機控制技術,設計制造了P3100-37型旋轉式壓片機,具有自動控制片劑重量、壓力、自動數片、自動剔除廢片等功能,封閉結構嚴密、凈化程度達到GMP要求。1997年,上海天祥健臺制藥機械有限公司研發了ZP100系列旋轉式壓片機、GZPK100系列高速旋轉式壓片機。
隨著制造加工工藝水平、自動化控制技術的提高以及壓片機使用廠家各種不同的特殊需求,各種特殊用途的壓片機也相繼出現。譬如,實驗室用ZP5旋轉式壓片機、用于干粉壓片的干粉旋轉式壓片機、用于片劑的防爆型ZPYG51系列旋轉式壓片機等。
技術含量較低、技術創新后力不足。國內40余家制藥裝備企業生產六十多個品種規格的壓片機。雖然每年都有新的產品在不斷推出,但這其中真正技術水平高、附加值大的品種卻。產品重復開發嚴重、抄襲剽竊盛行。為了生存,許多小規模的制藥裝備企業不僅在技術創新上采取"模仿型"戰略,有的廠家甚至完全靠抄襲別人的技術作為自己的技術"創新"。為了爭奪定單,往往采取壓價手段,因為品牌忠誠度低,價格戰打起后,這些品牌更加吃虧,必將導致我國壓片機設計制造水平整體倒退。
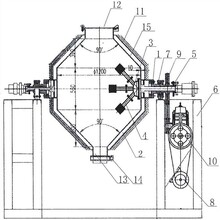
壓片機的工作過程
壓片機的工作過程可以分為如下步驟:
下沖的沖頭部位(其工作位置朝上)由中模孔下端伸入中模孔中,封住中模孔底;
利用加科器向中模孔中填充藥物;
上沖的沖頭部位(其工作位置朝下)自中模孔上端落入中模孔,并下行一定行程,將藥粉壓制成片;
上沖提升出孔,下沖上升將藥片頂出中模孔,完成一次壓片過程;
下沖降到原位,準備下一次填充。
安裝上沖:旋松下沖固定螺釘、轉動手輪使下沖芯桿升到高位置,把下沖桿插入下沖芯桿的孔中(注意使下沖桿的缺口斜面對準下沖緊固螺釘,并要插到底)后旋緊下沖固定螺釘。
安裝下沖:旋松上沖緊固螺母,把上沖芯桿插入上沖芯桿的孔,要插到底,用扳手卡住上沖芯桿下部的六方、旋緊上沖緊固螺母。
安裝中模:旋松中模固定螺釘,把在模拿平放入中模臺板的孔中,同時使下沖進入中模的孔中、按到底然后旋緊中模固定螺釘。放中模時須注意把中模拿平,以免歪斜放入時卡住,損壞孔壁。
轉動手輪使下沖升到高位置,觀察下沖口面是否與中模平面相齊(或高或低都將影響出片)若不齊則旋松蝶形螺絲,松開齒輪壓板轉達動上調節齒輪,使下沖口面與中模平面相齊,然后仍將壓板按上,旋緊蝶形螺絲。至此,用手搖動手輪,空車運轉十余轉,若機器運轉正常,則可加料試壓,進行下一步調整。
連桿拆卸:先拆下上沖芯桿,再取下連桿銷上的鋼絲擋圈,取出連桿銷,即可取下連桿。安裝:接上述相反順序進行。
大皮帶輪、小齒輪及過橋軸拆卸:抵下三角皮帶,旋下過橋軸右端母及墊圈(在機身里面),用手拿牢大皮帶輪連同小齒輪和過橋軸一起抽出來,然后可用將過橋軸從輪孔中抽出。(大皮帶輪與小齒輪及軸套三者壓么一體,一般不需要拆開)。安裝:參考上述相反順序進行。
主軸拆卸:拆卸主軸應兩人進行。拆下大皮帶輪,再旋下螺母取下杠桿、杠桿軸及充填滾輪。(必要時再拆下手輪及充凸輪)卸下防護罩,旋下螺釘及墊圈,用木錘敲打大齒輪內側的非工作面(不可重大)。將其卸下(注意勿使提升滾輪丟失),再用木錘和銅棒敲打軸端(注意不要損傷軸端螺孔),同時拿牢軸的另一端并扶住偏心輪殼,慢慢將主軸拆下。安裝:參考上述相反順序進行。
濟寧本地回收壓片機熱銷信息