關鍵詞 |
高速激光熔覆設備技術,江蘇高速激光熔覆設備,撫州高速激光熔覆設備,高速激光熔覆設備價錢 |
面向地區 |
激光熔覆是一種對基材的表面改性技術。通過預先設定熔覆路徑,利用激光輻照,使熔覆材料與基體表層快速熔化成激光所經過的熔池,然后快速凝固成冶金結合、低稀釋的熔覆層,因此即對機械零件進行原位修復,或熔覆工藝,以提高原基材表面的耐磨、耐蝕、耐熱、抗氧化等性能。
與傳統加工技術相比,激光熔覆技術具有以下特點:
1、熔覆層與基體能形成冶金結合;
2、基體受到的熱影響小,不易變形;
3、熔覆層的稀釋率低,節約昂貴的熔覆材料;
4、熔覆層的厚度大小可以控制;
5、可以修復零部件的特定部位及其他方法難以處理的部位。
在對農機零部件進行熔覆和修復之前,需要對農機零部件的表面進行預處理。由于農機工作環境惡劣,農機零部件表面常常覆蓋有土壤、油污、水、化肥、農藥、鐵銹、氧化層等,因此與其他領域相比,零部件的修復工作更多復雜的。對于農業機械的零部件,一般的操作是用水沖洗掉接觸土壤的部件表面的污垢。如果破損表面污垢比較牢固,可以采用激光清洗的方法清理。之后,用砂紙打磨待熔覆表面,并用丙酮清洗,避免激光熔覆時表面污漬進入熔覆層,造成缺陷,影響熔覆層的質量和性能。
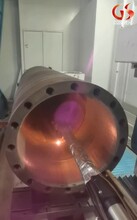
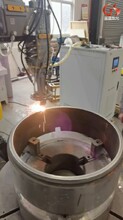
對于輥壓機軸磨損的傳統修復方法,常采用補焊、電刷鍍、噴涂等工藝進行離線修復。直接的影響就是停機時間長,整體成本高,勞動強度大。激光增材修復方法實現了在線修復。該技術非常適用于輥壓機軸磨損的修復。無需拆卸和加工即可修復。補焊無熱應力,補焊厚度不受限制。同時,該產品具有金屬材料所不具備的優惠,可吸收設備的沖擊和振動,避免了再次磨損的可能性,并大大延長了設備部件的使用壽命,為企業節省了大量的停機時間,創造了的經濟價值。
現場修復過程如下:
1、表面處理:清除前后軸肩表面、軸承表面、軸承內圈表面的污垢和高點。清除所有螺栓孔和壓板通孔邊緣的毛刺。使用砂輪打磨磨損區域,使其恢復原來的金屬顏色。
2、確定定位點:先在軸徑磨損量處增加一個定位點,高度略一側磨損量。以樣尺為基準,用砂輪機、銼刀等工具打磨,使其高度接近與一側磨損尺寸相同。
3、空試軸承:安裝軸承,并用壓板緊固軸承,在壓板螺栓緊固過程中保持較小的預緊力,測量同心度和垂直度,精度誤差小于0.2 mm。
4、清潔表面:用無水乙醇清潔軸承位置表面和軸承內圈表面,軸承內圈表面刷803脫模劑。
5、涂抹激光增材:將均勻的激光增材直接涂抹在修補面上,并激光增材的填充效果,然后用刮刀均勻涂抹,厚度略支撐點的高度。
6、尺寸恢復:安裝軸承,均勻擰緊壓板,并留有足夠的預緊力。
7、養護:自然養護6—12小時后,拆下壓板和軸承,并清除多余激光增材。
8、再次應用激光增材:用砂帶打磨修補激光增材表面產生的釉料和脫模劑。清潔后,調和金屬修復激光增材,并將其應用于整個軸承位置的表面。
9、安裝方式:快速安裝軸承,整個安裝和緊固過程控制在40分鐘內。擰緊螺栓時,要對稱擰緊。這次安裝螺栓全部擰緊到位。
10、后期預緊:設備空載時每3小時擰緊一次,設備滿載時每6小時、12小時、24小時擰緊一次。
隨著現代科學技術和工業的不斷發展,零件的工作環境越來越復雜,對表面性能的要求也越來越高。因此零件報廢率大大增加。通常因表面失效而報廢的零件包括:轉子葉片、輥軸零件、齒輪零件、接頭零件等。
僅表面損傷的零件,在零件的綜合性能滿足使用條件的情況下,可以進行修復。因加工不當或服役損壞而報廢的零部件如果能夠得到修復,不僅可以節省的經濟和時間損失,還可以提高資源的利用率,符合我國的可持續發展戰略。
目前,零件修復的方法有激光熔覆、真空釬焊、真空鍍膜、鎢極惰性氣體保護焊(TIG)和等離子熔覆修復。激光熔覆是根據工件工況要求,熔覆具有各種設計成分的金屬或非金屬,制備出具有耐熱、耐腐蝕、耐磨、抗氧化、抗疲勞或光學、電學、磁性。
激光熔覆是一種快速冷卻工藝。在熔覆過程中,對被修復工件的熱輸入小,熱影響區小,熔覆層組織精細,易于實現自動化。因此采用激光熔覆的方法修復零部件比其它的方法具有更大的優勢。激光熔覆技術解決了傳統電焊、氬弧焊等熱加工工藝中不可避免的熱變形、熱疲勞損傷等一系列技術難題,也解決了傳統冷加工工藝中涂層與基體的結合強度問題,如由于電鍍和噴涂不一致,這為表面修復提供了良好的途徑。利用激光還可以修復受損的三維復雜零件,充分體現了激光再制造技術的靈活性和性。